山東鑫泰鑫智能裝備有限公司
聯系人:李經理
手機:15095220299
電話:0536-6576161
傳真:0536-6067766
郵箱:leediv@163.com
地址:山東省諸城市蘆河大道北段
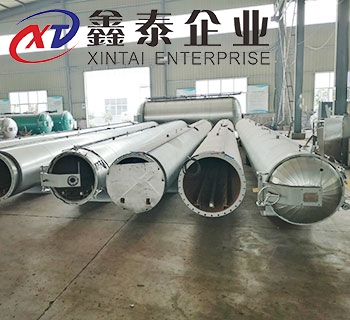
本公司生產的木材防護成套真空壓力設備,適用于各種木材的防腐、阻燃、防蛀、防火、防蟲、改性、染色、炭化、脫脂等深加工處理。具有適用性廣、深加工處理效果好、容量大、布局合理、低耗效率高、安全可靠等優點,減輕勞動強度,節省勞動力,廣泛滿足用戶對各類木材深加工要求。
一、生產工藝程序:
加壓法是木材防腐處理重要、有效的工業處理方法。將木材放入木材防腐罐內,用壓力將防腐藥劑注入木材內部。
真空加壓浸注法一般工藝流程為:.前真空——保持真空并加入防腐劑——達到液位后開啟加壓泵升壓——保壓浸注——達到保壓時間后卸壓——排出防腐劑——后真空——恢復大氣——開罐門取出木材
二、操作步驟:
1、前真空:木材裝入罐內封閉罐門開啟充氣密封裝置,在加入防腐劑之前向罐內抽真空,目的是從木材中抽出空氣以利于防腐劑浸注木材。真空度一般為負79.8—90kPa之間,保持時間因產品不同而異,處理罐變成真空后,木材中的一部分空氣也被抽出,防腐劑進入木材內部的阻力也會相應減少,會更容易的進入木材細胞內。
2、加入防腐劑:在保持真空的情況下通加入防腐劑(保持真空度要看要看液料進注閥門開啟的大小),以確保相同情況的空氣被截留在木材細胞中。
3、加壓階段:當防腐劑充滿木材罐后解除真空,開始升壓,壓力慢慢地升到所需壓力,然后保持該壓力直到規定的防腐劑量注入木材為止。
4、泄壓、排出防腐劑:當規定的防腐劑總吸收量達到后,卸出罐內壓力,此時會有一定程度的反沖現象(5-15%)
5、后真空:當處理罐中防腐劑排出之后,向處理罐抽真空,目的是抽出部分細胞腔的防腐劑和木材表面多余的防腐劑,以減少出罐時的滴液現象。
6、恢復大氣后,開罐門取出木材即可。